扬中可靠主喂料机厂家
发布时间:2023-02-24 01:09:37
扬中可靠主喂料机厂家
双螺杆挤出造粒机的冷却区。塑料产品移动到冷却区域,在那里进行冷却。您可以使用两种类型的冷却系统。有空气和水冷却系统。根据您使用的冷却系统类型,塑料产品会缓慢冷却。这使得塑料产品能够形成完美的形状,并赋予其应有的吸引力。接触。冷却后,您可以添加任何您想要的润色,例如在塑料管道上涂漆。之后,您可以将管道安排在堆垛机中。

扬中可靠主喂料机厂家
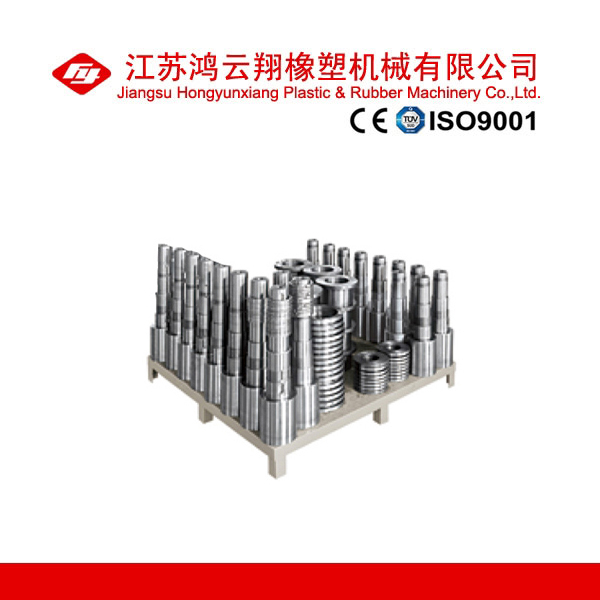
值得信赖的平行双螺杆挤出机,可用于简单到复杂的挤出任务。它几乎可以满足任何要求,它具有容量或重量计量和液化剂量系统。所有型号的双螺杆挤出机在复合小规模或昂贵材料时都使用微小的复合材料。力馈送器的可选机构有助于不间断地挤出微小的体积。我们的双螺杆挤出机的更多功能和规格是:1、用于实验室规模生产的反向旋转机构;2、排气区和气缸内压力/温度的测量;3、由于旁通阀,定义明确的停留时间;4、可配上迷你注塑机;5、能够控制各种材料的挤出和复合;6、可以在循环模式下运行仪器;7、完全控制挤出过程的停留时间。

扬中可靠主喂料机厂家
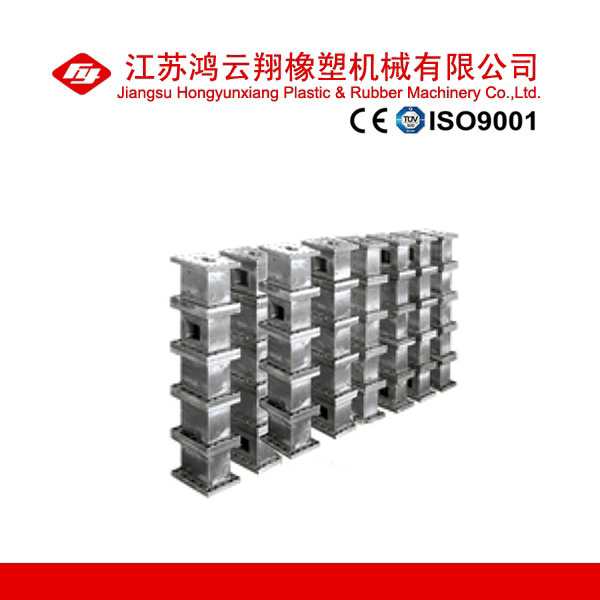
我们的双螺杆挤出机具有不同的机筒长度,可轻松满足客户的挤出要求。它有反向旋转选项。其技术规格可根据聚合物和加工任务进行选择。它的水桶是水平分开的,可以倾斜以便在两侧打开。我们的双螺杆挤出机也可以单机版本提供。这是一款全能的分段机筒设计机器,可实现不同的加工长度。它被广泛用作试验工厂,在线混合器以及国内和国际工业操作中的配方开发。
扬中可靠主喂料机厂家
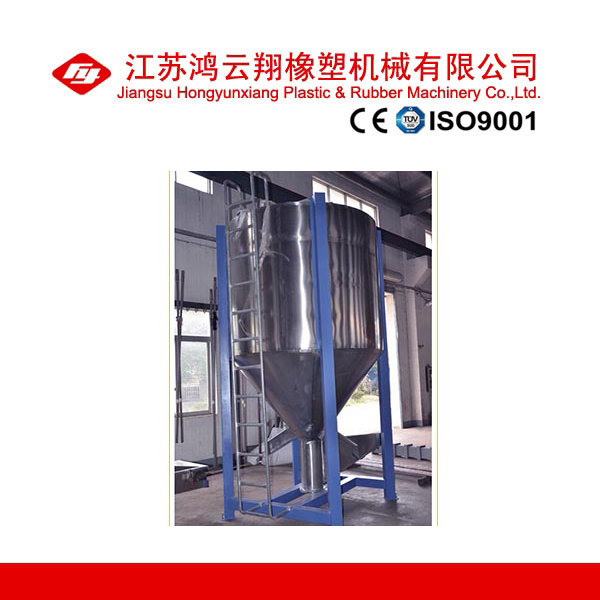
塑料挤出造粒机水冷却循环。每节筒体冷却管路均配有手动截流阀和电磁阀,前者控制软水流量,后者与温控仪表联动,对软水通断进行自动控制。进料段筒体仅配有手动截流阀,对于在进料口无熔融积料倾向的物料,此段冷却也可以不进行。软水循环系统无需启动启动,待主机运行平稳后,若某段筒体测试温度明显高于设定温度,便可启动软水系统水泵,调节泵出口旁路溢流阀,将泵出口压力控制在0.2-0.3 MPa,再轻微开启需要冷却的筒体段截流阀(不可突然全开)。 塑胶制粒机等待数分钟观察该段温度的变化,如无明显的下降趋势或下降到某个新的平衡温度,但超过允许值,则可再适量调整大管或小管阀门。这个过程常常需要一定的反复才能达到要求。在确定阀的开度调整后,一般同一种物料作业不需要再调整。通过调节水箱冷却器来控制软水箱的水温。进料机构为可推拉,便于清洗。锥形双层电加热。塑胶造粒机双螺杆挤出机减速箱:国产高扭矩齿轮箱,高扭矩; NSK轴承;600 rpm大输出转速,内置双润滑系统,配置独立的油润滑冷却系统,有效保护驱动箱。主机:交流马达;功率:75 kw。
扬中可靠主喂料机厂家
pvc造粒机使用时的注意事项介绍:开机前,先加热约45分钟左右。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热约10分钟,然后打开电源,但是由于正常生产需要持续补充热量,所以要继续加热,根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。在启动之前,先加热大约45分钟。把温度调高至能用手拉马达三角带,以正常的旋转方式连续拉8~10次。接着继续加热大约10分钟,然后打开电源,但要继续加热,因为正常生产需要持续补充热量;根据塑料的不同特性调节不同温度。塑胶制粒机在正常运行时,温度应保持稳定,不能有高低之分。放气孔附近,直至头部部位温度维持在200℃左右(指丙烯,乙烯)。进料均匀,不出现缺料现象。机器进料速度与进料速度应配合适当。影响了该颗粒的质量和产量。停车时,主机应切断电源。取下端子(带扳手部分)封口。在下次使用之前要单独加热。
扬中可靠主喂料机厂家
对于大家都不陌生,它主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工以及可降解母粒、聚酰胺缩聚、聚氨脂加聚反应的挤出;碳粉、磁粉的造粒,电缆用绝缘料、护套料、低烟无卤阻燃型PVC电缆料及各种硅烷交联料的制备等,其中小机型主要用于科研和教学。大机型采用变频调速、交流电机驱动或直流调速、直流电机驱动。减速和双螺杆传动在同一箱体之内,外形尺寸紧凑。PVC双螺杆造粒机采用装有剪切销的安全联轴器,可以保护螺杆和传动箱不因超负荷而损坏。